Wm Cook
posted this
14 April 2025
I know I should leave this alone but risking the wrath of some of the members (take a deep breath Pat) I'll take a chance and offer this up.
If you've been casting 50 + pounds of alloy a year for the past few decades none of this makes sense. For those with less experience there are tools that can improve your consistency. Bud and Rick mentioned the PID. Its one of the few things that I could not do without. The only pot I have with its own temp control (Lyman Mag 20) is off by 30 degrees. What do you think that would do to a new-be caster.
But using a mold is a learned behavior that can only be gotten by putting a lot of time in front of a furnace. Those in the CBA that are in the top 10% of users of alloy don't need a crutch like this. However, my guess is that there are probably 30 or 40% of the users that could use some help to sort of keep them in the middle of the road with their casting ability.
For those casters a means to measure the temperature of their mold makes sense and keeping the mold at a consistent temperature tightens up the ES of the bullet weights. Not that .3 tenths will be seen on the target but face it, we would all like to see single digit velocity standard deviations but we can live with what we got.
Setting up a thermocouple in a fixed position is simple and adds no time to the cadence process. My sprue's take about 6, 7 seconds to reach frost, then depending on the mold I take another 0 to 4 seconds or whatever is necessary to allow a clean cut (no tears, no divots) as the sprue is cut. When I'm casting I catch a mold temp every tenth drop and it doesn't interfere with my cadence. Its like glancing at your speedometer once in a while when you're driving through Kansas. Be honest without yourself here. Would you drive highway 70 through Kansas with the speedometer on your car taped over.
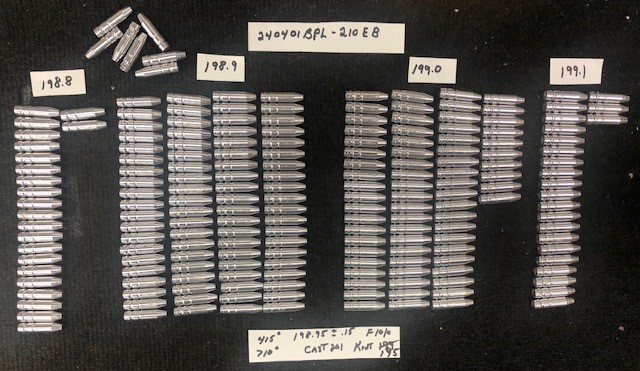
With ladle or bottom pour Linotype I can usually hit about 95 - 97% +/- .1g when I'm making a long run (160 to 200 bullets).
If someone had shown this to me back in 22 when I first heard about cast Benchrest I would have saved my self a lot of time. But they say its the trip, not the destination. Right? Thanks for tolerating the rant. I won't live long enough to be as good as most of you. Bill.