Some years ago I decided that my 1911 needed better and adjustable sights. At the time my only opting was to hand cut the dovetails. My first foray into metal smithing. My results were less than ideal but with the addition of a shim I was able to get the front sight to stay in place. Over the years it worked loose and the unsightliness was really bothering me. Having since adding to my shop a small lathe and mill I decided it was time to fix it. Ordered a new oversize sight from Brownells and a HSS dovetail cutter thinking it would make it through this job and hopefully a few more. I first setup a piece of scrap in the milling vise and did a trial run cutting a dovetail. It was darn near perfect. The dovetail int the slide not so much. By the time the sight would go into the dovetail it was too high. I failed to notice that the sharp corners on the cutter were not sharp any more. Rats! Cyber shopping once again, this time for the carbide dovetail cutter. Now not only must I clean up the slide cut, that was already oversize but must also make a new sight that would fit.
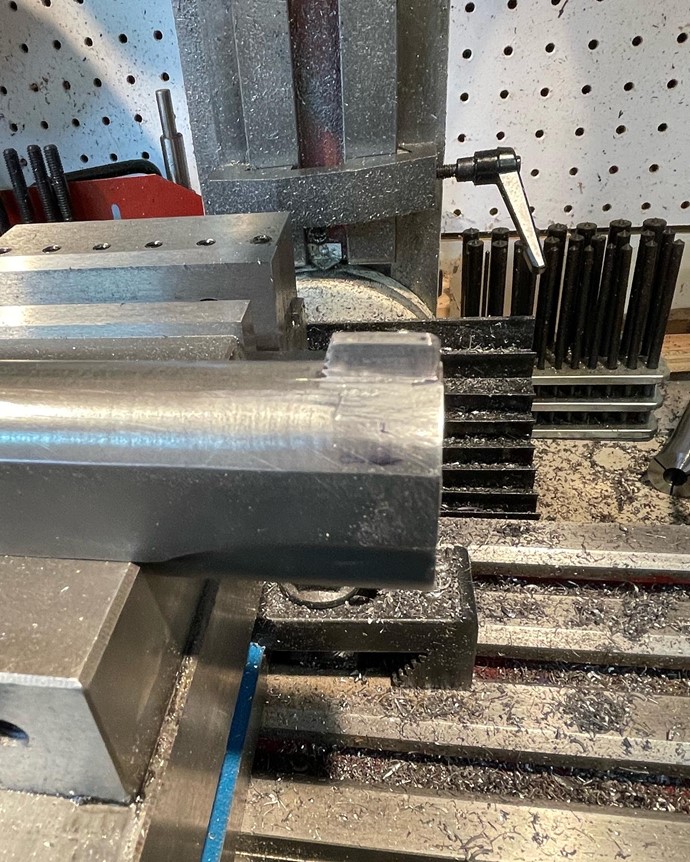
In the middle of this project I needed to make a vise stop so that when I took the sight blank out to test fit I could put it back into the vise in the same location so as to not have to dial it in each time. There is a huge difference between hobby grade vises and the much more expensive machine shop vises, Kurt being one brand. Simple vise stops that work on Kurt will not on a bargain hobby import vise. Since my vise jaws are not tall enough to clamp on them I decided to drill and tap a row of precision spaced holes along the flat beyond the fixed jaw. Had to take a trip to the hardware store for m 6x1 set screws to act as plugs so the holes don't fill up with chips under normal milling. With that done and ready for the sight milling I then gave the slide may attention. In looking at countless w-i-p 1911 gunsmithing posts on a couple of forums it dawned on me that I really should make a plug for the barrel channel so that I didn't distort the slide as I was setting it up for milling of the dovetail. Finally done with making fixtures I milled the dovetail in the slide. Absolutely night and day difference a carbide cutter makes!
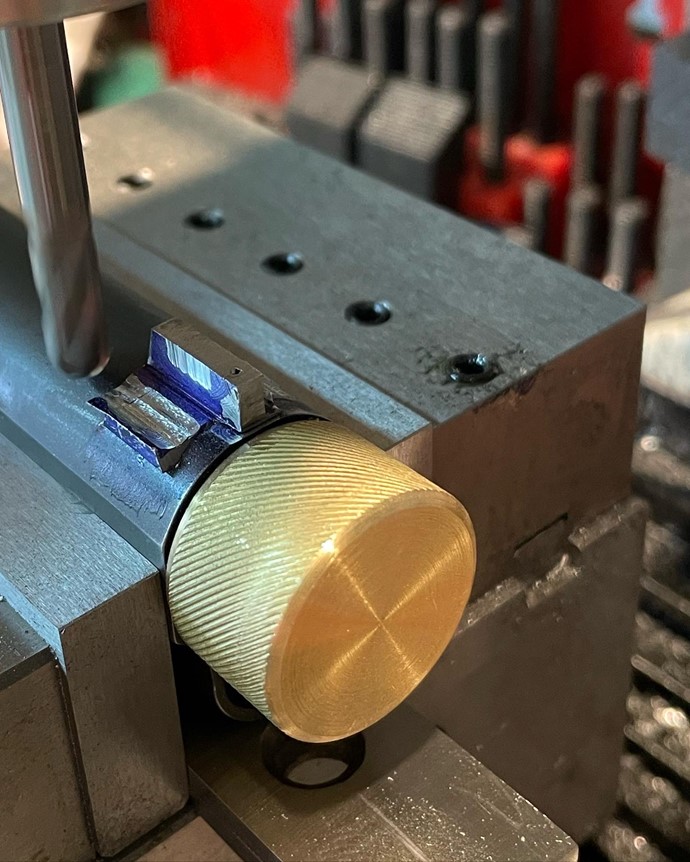
Although not perfect. I am pleased with the results. Pictures in order I hope.