I made a bump die, bump die stop and removing stem from machinable 12L14 steel. . Die and die stop fits closely inside a hollow LEE case flaring die. The matching NOE nose stem acts as a stop inside die while RCBS press cams over exactly on each bullet. Bullet is compressed about 1/32” for good results. The hollow tip of removal stem was filled with JB Weld and cured to bullet and then to protect nose during removal. Mc-Master Carr supplied the .220 and .227 reamers...very fast shipping. .2205 diameter is also available.
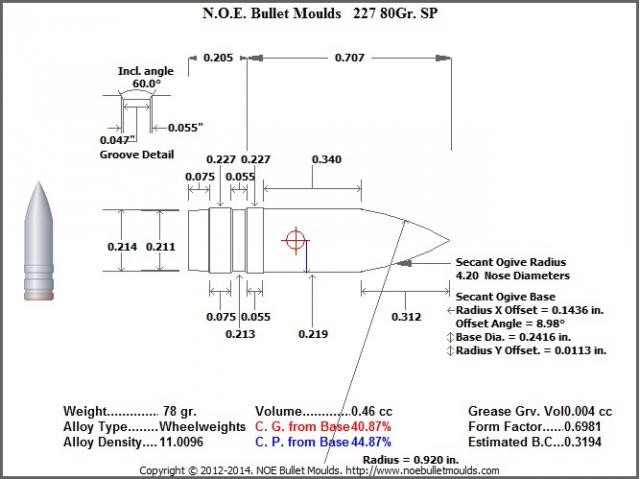
The pointed NOE 80 grain bullet is undamaged and more uniform diameter entire length of bore ride section AFTER Sqeezing larger